

河北北方光科智能装备有限公司
咨询热线
13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内
作者:admin1 发布时间:22-06-23 05:47
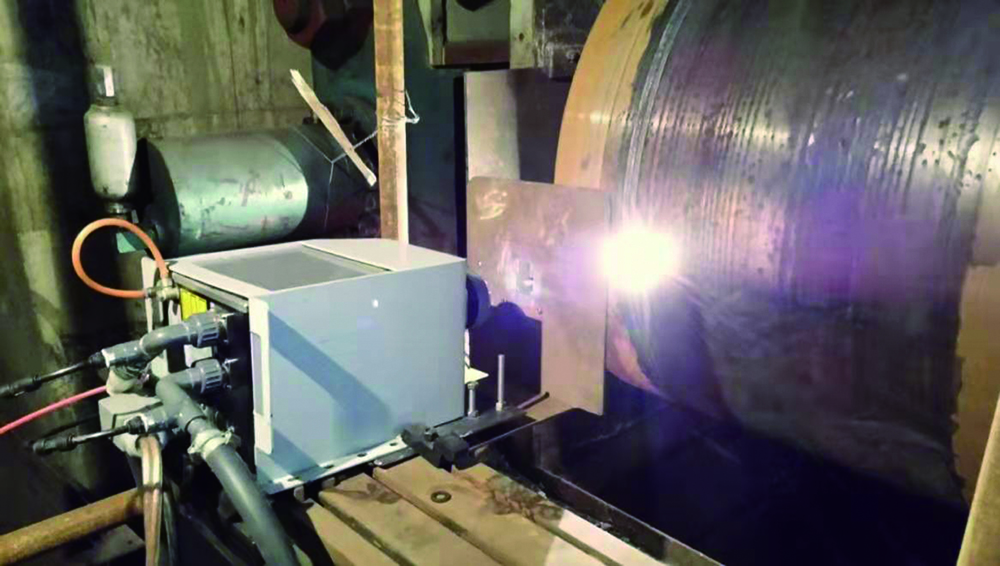
激光头喷嘴在激光焊接过程中,通过收集电容信号,经陶瓷环将其传送到信号处理器,从而保持激光焊接机在焊接过程中激光头对工件的距离跟踪,引导气体顺利通过被焊接工件,并在喷嘴出口附件形成高压,加快焊接速度,带走熔渣,保护激光头内部镜片。那么如何选择激光焊接机的喷嘴?下面北京激光焊接机厂家小编将进行分享。
一、激光焊接机喷嘴的选择方法:
喷嘴直径大小决定了进入焊接口的气流形状、气体扩散面积、气体流速,从而影响了熔融物去除、焊接稳定情况。进入焊接口的气流量大、速度快、工件在气流中的位置恰当,喷射去除熔融物的能力越强。
焊接气体从喷嘴中心喷出,作用在焊接板材。分别根据X轴和Y轴的正负方向,可以把激光光斑分成四个区域,当激光不在喷嘴中心时,易出现四个断面效果不一致,如碳钢厚板小喷嘴焊接,有些面亮面效果,有些面条纹粗,甚至挂渣或切不断。
焊接碳钢亮面效果,目前都采用小喷嘴结合高焦点工艺,激光不在喷嘴中心,轻微易导致喷嘴发热,影响随动,不能稳定加工,严重直接烧毁喷嘴。
用户根据所用激光器功率和所切金属板材厚度,进行喷嘴尺寸的选择。理论上,板材越厚,喷嘴应使用越大,比例阀设置压力越大,流量越大,确保压力,才能焊接出正常断面效果。
二、激光焊接机喷嘴的调试方法:
焦点0处调节同轴,使激光处于喷嘴中心;焦点±6mm处打点出光;若焦点0与士6mm打光点都处于喷嘴中心,则正常。穿孔不稳定,时间不易控制,厚板的穿透会造成过熔的情况,而且穿透条件不易掌握,薄板穿孔的影响较小。否则更换焊接头或激光器光路偏移。
当喷嘴变形或喷嘴上有污点时,其对焊接质量的影响与上述相同。因此,喷嘴应小心放置,避免碰撞,避免变形。喷嘴上熔化的污渍应及时清洗。喷嘴的质量在制造中有较高的精度要求,安装也要求正确的方法。如因喷嘴质量差而改变焊接条件,应及时更换喷嘴。
以上就是针对如何选择激光焊接机的喷嘴介绍选择方法及调试方法,总的来说,喷嘴出口孔与激光束的同轴度是影响焊接质量优劣的重要因素之一,尤其是焊接的工件越厚时,它的影响就更大。因此,必须调整喷嘴中心与激光的同心度,以获得更好的焊接断面。
 激光熔覆
激光熔覆 焊接切割一体机
焊接切割一体机

河北北方光科智能装备有限公司
咨询热线:13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内



![河北北方光科智能装备有限公司与[山东省科学院激光研究所]深度合作交流](/data/upload/thumb/67be7c5c0085b.jpg)