

河北北方光科智能装备有限公司
咨询热线
13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内
作者:admin 发布时间:22-03-28 09:06
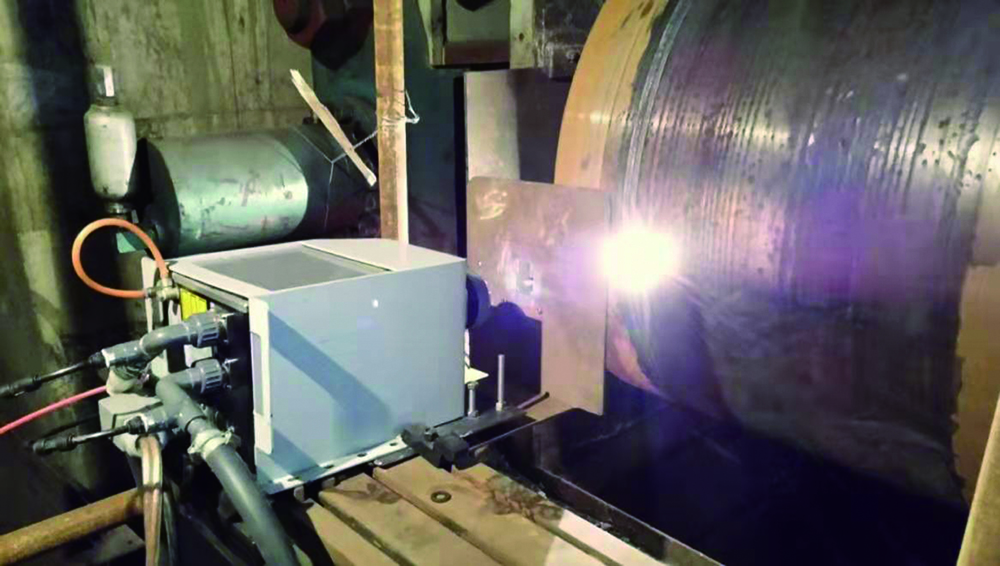
小功率脉冲激光缝焊具有功率密度高,热量集中、热输入小,焊缝窄、变形小等优点,而且激光束聚焦后可获得很小的光斑,能精密定位,这些特点使得激光缝焊比其他焊接方式更适合于小尺寸工件的焊接。对于超薄不锈钢材料的激光焊接,由于材料很薄,很容易气化穿孔,要想得到一条连续的、无烧穿的焊缝。关键是对参数的精确控制及工件的焊接形式。
一、影响激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等。
激光焊接工艺参数的匹配:
脉冲频率/HZ | 脉冲宽度/ms | 峰值功率/kW | 单脉冲能量/J |
5 | 6 | 10 | 60 |
5 | 7 | 8.57 | 60 |
5 | 8 | 7.5 | 60 |
二、工件焊接形式分析
厚度在0.2mm以上的薄片之间的焊接,可以是同种材料也可以是异种材料。接头形式主要有对接和搭接:
1、对接:两片金属接缝对齐,激光束从中间同时直接照射两片金属。使其熔化而连接起来。这种方法受结构的限制太大。要求间隙很小,应尽量做到没有间隙。
2、端接:属搭接的一种形式,两片金属重叠一部分,激光束照射在上片的端部。使其熔化上片金属液稍往下片流动形成焊缝。端接法熔深较小,脉冲宽度较窄,能量较小。
3、深穿入熔化焊:两片金属重叠一部分,,激光束直接照射在上片上,使上片金属的下表面下片金属的上表面同时熔化而形成焊缝。
4、穿孔焊:两片金属重叠一部分,激光束直接照射上片,初始激光峰值很高,使光斑中心蒸发成一小孔。随后激光束通过小孔直接照射下片表面。使两片金属熔化而形成焊缝,焊接时有少量飞溅,此法适用厚片焊接。
5、定位焊:薄板定位焊时,将反射低、传热系数大、厚度小的金属选为上片。
 激光熔覆
激光熔覆 焊接切割一体机
焊接切割一体机

河北北方光科智能装备有限公司
咨询热线:13601388625
联系电话:13601388625
地址:河北省廊坊市三河市李旗庄镇李木耳村南102国道旁鑫鑫科达有限公司院内



![河北北方光科智能装备有限公司与[山东省科学院激光研究所]深度合作交流](/data/upload/thumb/67be7c5c0085b.jpg)